







Account Manager
If the grinding wheel isn't grinding, a manufacturer isn’t making money, so it is vital to minimize changeover time.
From an automotive perspective, we have been pushed by Nation Highway Traffic Safety Administration (NHTSA) Corporate Average Fuel Economy (CAFE) standards, which regulate how far vehicles must travel on a gallon of fuel.
With global warming, the CAFE standards have contributed to the push towards smaller, turbo-charged engines along with hybrid, battery electric vehicle (BEV), and fuel cell alternatives. More options generally increase variety and lower individual volumes.
Because grinding generally is one of the last steps in the production process requiring the most stringent quality, sometimes down to sub-micron levels, frequent changeovers can be problematic based on human error.
With today’s CNC technology some builders can offer semi-automatic machine setup, but there is always a level of fine tuning that must occur regardless of the process.
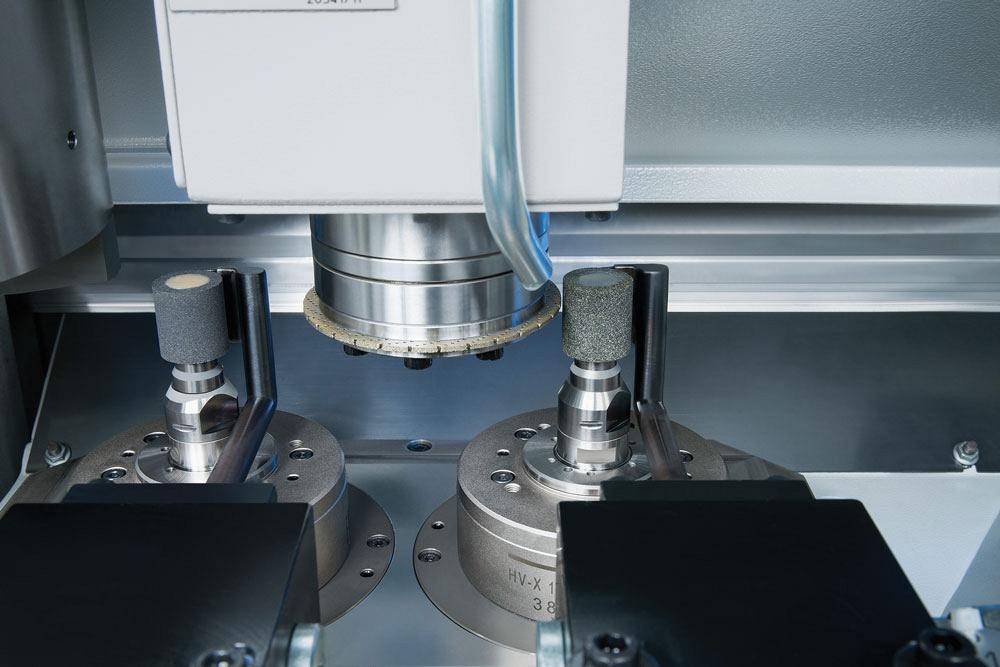
With the aid of today’s flexible workholding systems it’s not unusual to only have to change out top tooling when going from one part matrix to the next. For our stand-alone grinding machines, we have incorporated the use of a B axis and multiple grinding spindles to aid in machine flexibility.
For automotive OEM’s changeover time is quite critical. For similar parts within a given transmission, for example, we are required to keep changeover under 30 minutes. This means spending no more than 30 minutes between your last good part and your first good part.
If the grinding wheel is not in contact with the workpiece then you aren’t making money, so it is always important to keep changeover time short. For most grinding applications dressing is unavoidable, but there are some applications that allow for non-dressable grinding wheel technology.
By using new CAD/CAM software, programs can be written and simulated on a computer prior to being transferred to the machine electronically. This means that programming time can be minimized even in a HMLV factory. However, anytime you have to change over a machine there is an opportunity to introduce human error, thus affecting production and quality.
Operators need a thorough understanding of the movements of the machine axis and how this contributes to a quality component.
Experience with abrasive machining with an understanding of the required dressing feeds and speeds can dramatically affect the overall quality of the components surface finish along with the dress interval.
Lastly, understanding the nuances of the machine setup and the dressing system itself is important. Fine adjustment and offsets can be critical when grinding to sub-micron tolerances. The variables that can affect a properly dressed wheel can be infinite, so experience and knowledge can play a big part in success or failure.
Mike Rose is key account manager for EMAG, 38800 Grand River Ave., Farmington Hills, Mich. 48335, 248 477-7440, www.emag.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




